高精度を追求する構造体
X軸にプリテンション構造を採用。熱変位による寸法変化を抑制し、安定した加工精度を得られるように設計されています。
また、X軸スライドを一回り大きくし、スライド剛性の向上を図りました。
さらに万全の熱変位対策として、コンピュータによる熱変位解析を行い、熱安定性に優れた構造となっております。
8時間の経時変化φ5ミクロン1時間停止時φ3ミクロンを達成しております。
機械幅わずか1,150m 超コンパクト設計

Σiローダ調整
潤滑油ポンプ

チャック圧調整 / エアー圧調整
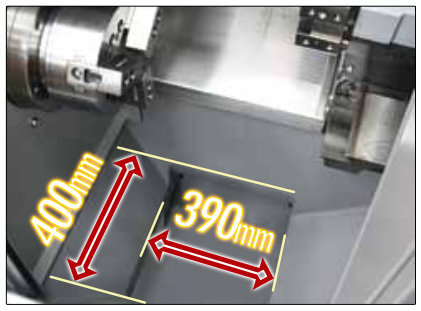
X軸ストローク120mm、Z軸230mmを確保しながら、機械幅はわずか1,150mmと大変スリムなデザインに仕上げました。
機械幅はスリムでも前面ドア開口部は余裕の450mmを確保してあります。
日常の保守メンテナンス箇所も機械前面に配置させ、作業性を重視した設計となっております。
切粉排出性の向上
従来機と比較し切粉落口面積を2.2倍に拡大。さらにベッドシュート角の急勾配化により、切粉排出性は抜群です。後方チップコンベア(オプション)との連動で発生した切粉のベッド内滞留による「チョコ停」を未然に防ぎます。
作業効率アップの機能満載
安全なプログラムチェックが事前に行える「手動ハンドルリトレース機能」、万一のデータ消失に備える「自動データバックアップ機能」、「ワークカウンタ機能」などの保守機能を新たに標準搭載して、操作性・使い勝手向上を目指しております。
環境に配慮した省エネ構造
XC100は、従来機よりも主軸モータをAC7.5/5.5kWタイプへとワンランクアップさせながら、主軸加減速時間を大幅に短縮し、省電力化に貢献しております。
また、徹底した部品の軽量化による資源保護LED照明の採用による省電力化への貢献など環境への配慮を追求した構造となっております。
ローダ搬送能力
| 項目 | 単位 | コンパクト(2軸) | |
|---|---|---|---|
| 搭載可能機種 | XC-100 | ||
| ローダ名 | ΣiC60 | ||
| 搬送ワーク寸法 | 径 | mm | 60 |
| 質量 | kg | 1.0 | |
| ショルダ (走行軸 : Z) |
駆動方式 | サーボモータ | |
| ストローク | mm | 仕様による | |
| 早送り速度 | m/min | 84 | |
| アーム (上下軸 : Y) |
駆動方式 | サーボモータ | |
| ストローク | mm | 300 | |
| 早送り速度 | m/min | 71 | |
| ハンド旋回 | 駆動方式 | エアシリンダ | |
| 角度 | 度 | 90 | |
| 爪ストローク(片側) | mm | 10 | |
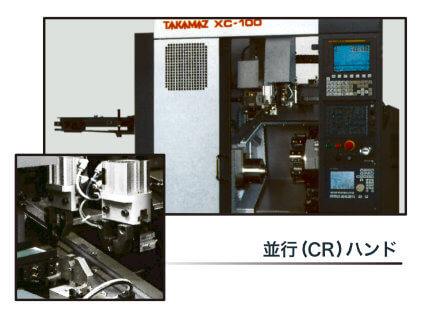
| ハンド形状 | 平行爪(CR) | ||
機械仕様
| 項目 | 単位 | XC-100 |
|---|---|---|
| 最大加工径 | mm | φ180 |
| 最大加工長 | mm | 190 |
| 最大棒材径 | mm | 中実 (φ26) |
| チャックサイズ | inch | 6 |
| 主軸端形状 | JIS | A2 - 5 |
| 主軸軸受内径 | mm | φ75 |
| 主軸貫通穴径 | mm | φ46 |
| 主軸回転速度 | min-1 | Max.4500 |
| 刃物台形状 | 8角タレット | |
| 角バイト | mm | □20 |
| ボーリングホルダ内径 | mm | φ25 |
| 最大移動量 | mm | X : 120 Z : 230 |
| 早送り速度 | m/min | X : 12 Z : 18 |
| 主軸モータ | kW | AC7.5 / 5.5 |
| 送りモータ | kW | X : AC 0.75 Z : AC 1.2 |
| 切削油モータ | kW | AC 0.25 |
| 油圧モータ | kW | AC 0.75 |
| 主軸芯高さ | mm | 1,050 |
| 幅 × 奥行き × 高さ | mm | 1,150 × 1,360 × 1,730 |
| 本体総質量 | kg | 1,900 |
| 総電源容量 | KVA | 15 |
( )はオプションになります。
制御仕様
| 項目 | TAKAMAZ & FUNUC Oi-TD |
|---|---|
| 制御軸数 | 2軸 (X、Z) |
| 同時制御軸数 | 同時2軸 |
| 最小設定単位 | 0.001mm (X軸は直径値) |
| 最小移動単位 | X : 0.0005mm Z : 0.001mm |
| 補助機能 | M3桁 |
| 主軸機能 | S4桁 |
| 工具機能 | T4桁 |
| テープコード | EIA (RS232C) ISO (840)自動判別 |
| 切削送り速度 | 1〜5,000mm/min |
| 指令方式 | インクレメンタル アブソリュート併用 |
| 直線補間 | G01 |
| 円弧補間 | G02、G03 |
| 切削送りオーバーライド | 0〜150% |
| 早送りオーバーライド | F0、100% |
| プログラム番号 | 4桁 |
| バックラッシュ補正 | 0〜9,999μm |
| プログラム記憶容量 | 512kbyte (1,280m 相当) |
| 工具補正個数 | 64組 |
| 登録プログラム個数 | 400個 |
| 工具形状・摩擦補正 | 標準 |
| 単一形固定サイクル | G90、G92、G94 |
| 円弧半径R指定 | 標準 |
| 工具補正量測定値直接入力 | 標準 |
| バックグラウンド編集 | 標準 |
| 図面寸法直接入力 | 標準 |
| カスタムマクロ | 標準 |
| カスタムマクロコモン変数追加 | #100〜#190 #500〜#999 |
| パターンデータ入力 | 標準 |
| 刃先R補正 | G40、G41、G42 |
| インチ / メトリック切替 | G20 / G21 |
| プログラマブルデータ入力 | G10 |
| 稼働時間 / 部品数表示 | 標準 |
| 拡張プログラム編集 | 標準 |
| 複合固定サイクル | G70 〜 G76 |
| 複合固定サイクルⅡ | ポケット形状 |
| 主軸同時制御 | - |
| 背面トルクスキップ | - |
| 穴開け用固定サイクル | 標準 |
| 時計機能 | 標準 |
| ヘルプ機能 | 標準 |
| アラーム履歴表示 | 50個 |
| 自己診断機能 | 標準 |
| サブプログラム呼出 | 10重まで |
| 小数点入力 | 標準 |
| 第2レファレンス点復帰 | G30 |
| ワーク座標系設定 | G50、G54 〜 G59 |
| ストアードストロークチェック1 | 標準 |
| ストアードストロークチェック2,3 | 標準 |
| 入出力インターフェース | RS232C、USBメモリ(CE仕様は標準装備されていません)、メモリーカード、イーサネット |
| アラームメッセージ | 標準 (すいすいアラーム診断) |
| グラフィック表示 | 標準 |
| 図形対話入力 | 標準 |
| 異常負荷検出 | 標準 |
| 手動ハンドルリトレース | 標準 |
| 自動画面消去機能 | 標準 |
| リジットタップ | - |
| 極座標補間 | - |
| 円筒補間 | - |
| FANUC取扱説明一式 | CD-ROM (製本 : オプション) |
| TAKAMAZ支援機能 | ワーク / ツールカウンタ、工具負荷監視、他 |
| TAKAMAZ保守機能 | 標準 |
| ヘリカル補間 | - |
| RS232C | 標準 |
標準付属品
| 項目 | XC-100 |
|---|---|
| □ ボーリングホルダ | 2組 |
| □ クランプブロック | 8組 |
| □ コレットフランジ | 1式 |
| □ クーラントブロック | 8個 ( 外径用ノズル ) |
| □ 油圧チャッキングシリンダ (中実) | 1式 |
| □ 油圧ユニット | 1式 |
| □ 切削油装置 | 1式 ( 130リットル ) |
| □ 作業工具 | 1式 |
| □ TAKAMAZ取扱説明書 | 1式 |
特別付属品
| 項目 | XC-100 |
|---|---|
| □ 各種バイトホルダ | ◯ |
| □ 各種コレットチャック | ◯ |
| □ 各種油圧チャック | ◯ |
| □ クランプホルダ (制御合金) | ◯ |
| □ チャッククランプ確認装置 | ◯ |
| □ TAKAMAZローダシステム | ◯ |
| □ バーフィーダシステム | ◯ |
| □ アンローダ装置 | ◯ |
| □ 着座確認装置 | ◯ |
| □ 主軸割出装置 (電気式) | ◯ |
| □ ネジ切り装置 (周速一定制御含) | ◯ |
| □ チップコンベア (後側) (フロアタイプ / スパイラルタイプ) |
◯ |
| □ 前方エアブロー装置 | ◯ |
| □ 後方エアブロー装置 | ◯ |
| □ 後方クーラント装置 | ◯ |
| □ 表示灯 (1段/2段/3段) | ◯ |
| □ 自動消火装置 | ◯ |
| □ 自動電源遮断装置 | ◯ |
| □ 自動ドア装置 (自動ドア/シャッタ) | ◯ |
| □ 指定色 | ◯ |
| □ その他 | ◯ |