製品仕様
高能率エンドミル SMART MIRACLE
VQ4MVM
◎ 炭素鋼・合金鋼・鋳鉄 <30HRC
◎ オーステナイト系・ステンレス鋼
◯ 工具鋼・プリハードン鋼・高硬度鋼 ≦45HRC
◯ チタン合金・耐熱合金
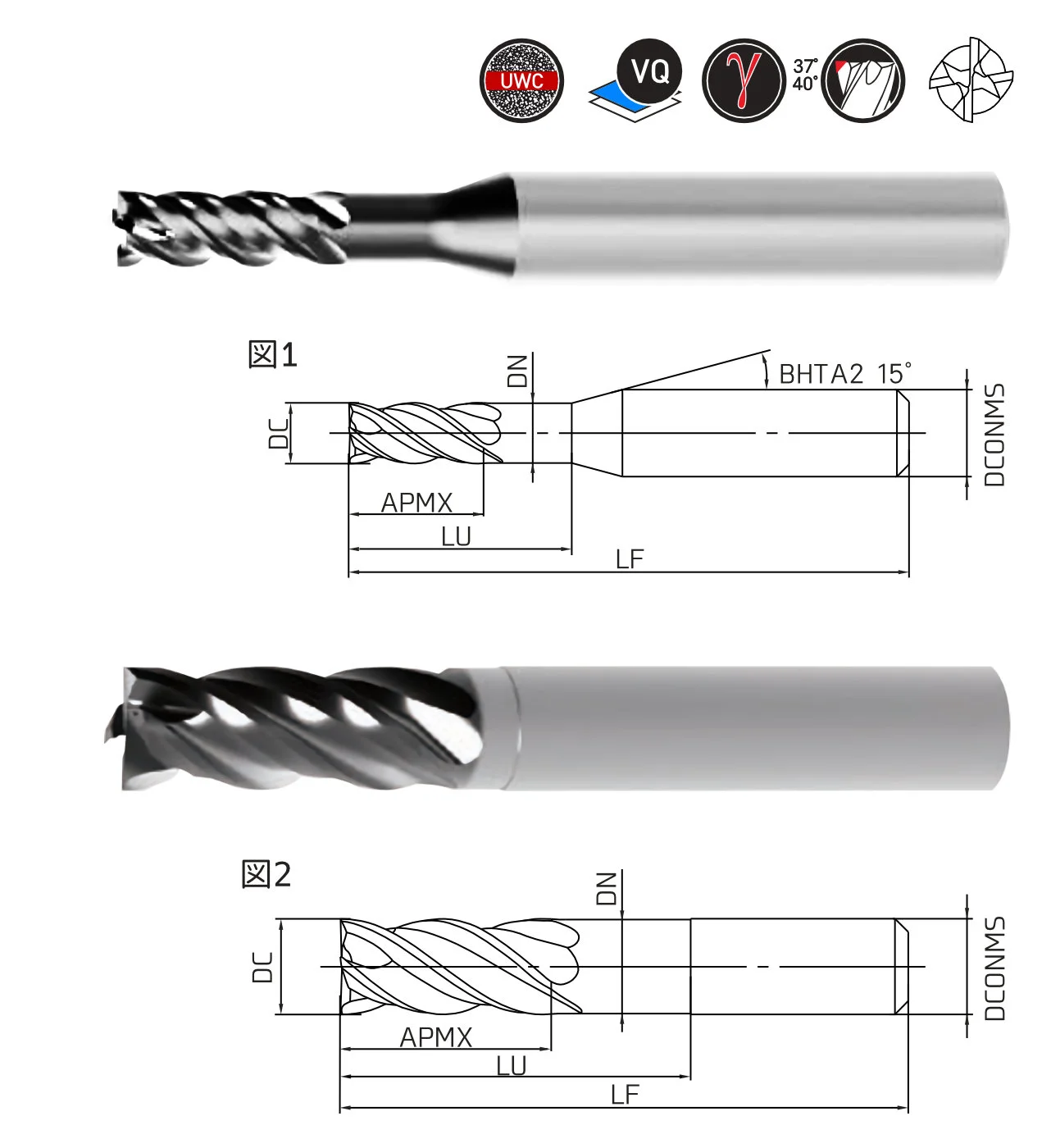
| 呼び記号 | 寸法 (mm) |
刃数 | 図 | |||||
|---|---|---|---|---|---|---|---|---|
| 外径 DC |
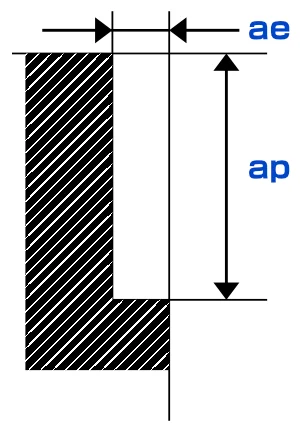
刃長 APMX |
首下長 LU |
首径 DN |
全長 LF |
シャンク径 DCONMS |
|||
| VQ4MVMD0400N180 | 4 | 11 | 18 | 3.85 | 50 | 6 | 4 | 1 |
| VQ4MVMD0500N180 | 5 | 13 | 18 | 4.85 | 50 | 6 | 4 | 1 |
| VQ4MVMD0600N200 | 6 | 13 | 20 | 5.85 | 60 | 6 | 4 | 2 |
| VQ4MVMD0800N240 | 8 | 19 | 24 | 7.85 | 60 | 8 | 4 | 2 |
| VQ4MVMD1000N300 | 10 | 22 | 30 | 9.7 | 70 | 10 | 4 | 2 |
| VQ4MVMD1200N360 | 12 | 26 | 36 | 11.7 | 75 | 12 | 4 | 2 |