
難削材の仕上げを「速く・安定して・きれいに」狙う多刃ボール
「ハイパーボールは、チタン合金・ハステロイ・インコネル等の難削材に対し、
高速仕上げ加工を狙った超硬多刃ボールエンドミルです。
先端は2枚刃、側面は最大8枚刃へ切り替わる設計により、食い付きの安定性と多刃域の高能率仕上げを両立します。
ハイパーボール TB/TBC/難削材(Ti・ハステロイ・インコネル)/高速仕上げ加工用
狙い:刃数切替(2–8枚)で「食い付き安定」+「多刃域の高能率仕上げ」を両立。
狙い:刃数切替(2–8枚)で「食い付き安定」+「多刃域の高能率仕上げ」を両立。
製品特長
- 刃数切替構造(2–8枚):先端2枚刃で噛み込みを抑え、側面は多刃域で高能率仕上げ
- 難削材の高速仕上げを想定:チタン合金・ハステロイ・インコネル向けの設定
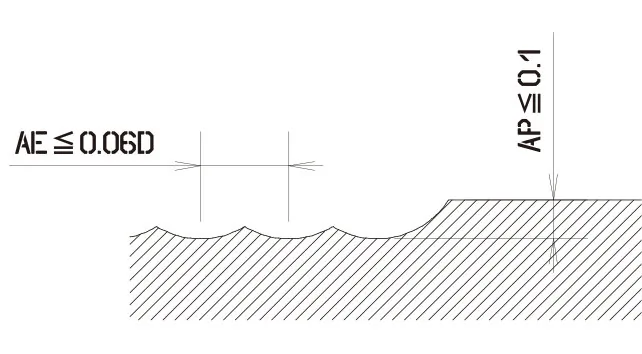
- びびり/噛み込み抑制を狙う:仕上げ工程での面品位と安定加工を重視
ハイパーボール
難削材 高速仕上げ加工用 超硬多刃ボールエンドミル
TB/TBCシリーズ
ノンコート(TB)とコーティング(TBC)は、同一の寸法体系で選定できます。
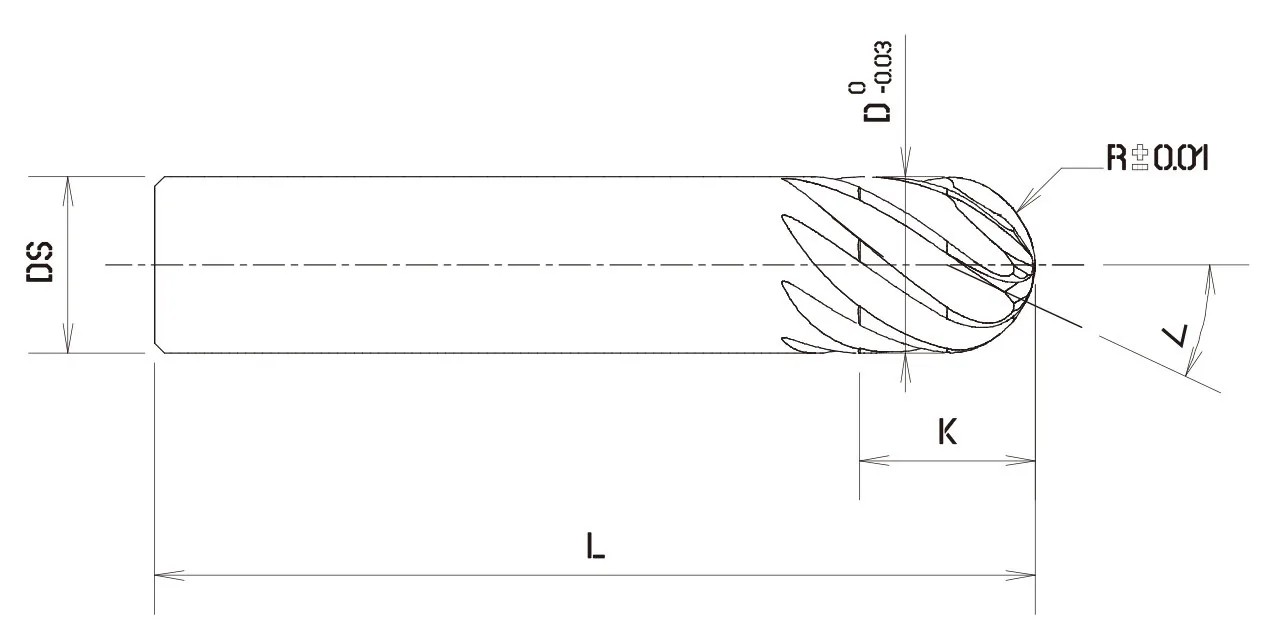
| No | ノンコート | コーティング | ボール半径 R |
外径刃長 K |
刃数 | 刃径 D |
シャンク径 DS |
全長 L |
刃数切り替わり角度 ∠ |
|---|---|---|---|---|---|---|---|---|---|
| 1 | TB-6-S | TBC-6-S | R3. | 4.5 | 2-8 | 6 | 6 | 50 | 18 |
| 2 | TB-6-L | TBC-6-L | R3. | 4.5 | 2-8 | 6 | 6 | 70 | 18 |
| 3 | TB-8-S | TBC-8-S | R4. | 6 | 2-8 | 8 | 8 | 60 | 18 |
| 4 | TB-8-L | TBC-8-L | R4. | 6 | 2-8 | 8 | 8 | 80 | 18 |
| 5 | TB-10-S | TBC-10-S | R5. | 7.5 | 2-10 | 10 | 10 | 70 | 16.5 |
| 6 | TB-10-L | TBC-10-L | R5. | 7.5 | 2-10 | 10 | 10 | 90 | 16.5 |
| 7 | TB-12-S | TBC-12-S | R6. | 9 | 2-10 | 12 | 12 | 70 | 16.5 |
| 8 | TB-12-L | TBC-12-L | R6. | 9 | 2-10 | 12 | 12 | 100 | 16.5 |
推奨切削条件(参考)
材質・ワーク状態・機械剛性・突き出し・クランプ条件により、微調整が必要になります。
| 被削材(検証被削材種) | 切削速度(m/min) 1刃当りの送り量(mm/tooth) |
|
|---|---|---|
| 刃径(D) | ||
| φ6・φ8 | φ10・φ12 | |
| アルミ合金 (A5052) |
130〜280 0.005〜0.035 |
160〜310 0.005〜0.03 |
| チタン合金 (64チタン) |
75〜220 0.005〜0.035 |
125〜270 0.005〜0.03 |
| ハステロイ (ALLOY C276) |
55〜200 0.005〜0.035 |
105〜250 0.005〜0.03 |
| インコネル (ALLOY 600) |
55〜200 0.005〜0.035 |
105〜250 0.005〜0.03 |
| 切込量 |
|
|
・先端部は2枚刃構造です。先端部を使用する場合は、送り速度を1/4〜1/5にしてください。
・推奨切削方向:ダウンカット
・推奨クーラント:油性ミスト/水溶性クーラント
・推奨切削方向:ダウンカット
・推奨クーラント:油性ミスト/水溶性クーラント
比較評価(参考:インコネル ALLOY600)
社内テスト条件にて、面ビレ・噛み込みの有無と、面粗度(Ra / Rz)の参考値が示されています。
| 項目 | ハイパーボール (R3・8枚刃・コーティング) |
他社比較工具 (R3・4枚刃・コーティング) |
|---|---|---|

|

|
|
| 被削材 | インコネル(ALLOY600) | インコネル(ALLOY600) |
| 切削速度 | 200m/min(S10600) | 150m/min(S8000) |
| 1刃送り | 0.015mm/tooth(F1270) | 0.02mm/tooth(F640) |
| 評価 | 面ビレ・噛込無し OK | 面ビレ・噛込発生 NG |
| 面粗度 (切削長15m時) |
Ra 0.3695 / Rz 2.5448 | Ra 0.6068 / Rz 2.7878 |
※上記は参考データです。ワーク形状・機械剛性・突き出し・クーラント条件により結果は変動します。