
GRTとは
OSGのGRTは、高性能・低炭素型転造タップとして展開されるGREEN TAPシリーズの製品です。
特殊ねじ山仕様、CPM(粉末ハイス)、Vコーティング、大きな心厚を組み合わせることで、
転造タップに求められる耐久性・安定加工・環境配慮を高い次元で両立することを狙っています。
GRTの主な特長
特殊ねじ山仕様 [PAT.P in Japan]
GRTは特殊ねじ山仕様を採用しています。刃先付近へ多くの切削油剤を供給しやすくすることで、 最も発熱しやすい領域の冷却効果を高め、耐久性向上につなげる考え方が示されています。
大きな心厚による高剛性
心厚が大きく設計されており、耐折損性向上と高剛性化に配慮されています。 ステンレス鋼など加工負荷が高い条件でも、ばらつきの少ない加工を目指した設計思想が明確です。
CPM材 × Vコーティング
材質はCPM、表面処理はVコーティングです。いずれも耐摩耗性向上を意図した仕様であり、 長寿命化と加工安定性のベースとなる要素です。
環境に配慮した低炭素型製品
GRTはGREEN TAPとして、従来品と比較して製造時の消費電力量を削減し、 CO₂排出量を35%削減した例(GRT M6×1)が示されています。 工具寿命の長期化による消費電力量低減や廃棄物削減も、提案価値のひとつです。
加工データで見るGRTの魅力
代表例
| サイズ | 被削材 | 条件概要 | GRT | 従来品 |
|---|---|---|---|---|
| M1 × 0.25 1P | SUS304 | 止り / 10 m/min | 1,599穴、1,762穴 | 1,100穴、1,400穴 |
| M6 × 1 2P | SUS304 | 通り / 7 m/min | 1,000穴(継続可能) | 500穴 |
| M6 × 1 2P | ADC12 | 止り / 56.5 m/min | 33,600穴(継続可能) | 8,000穴 |
| M6 × 1 2P | S45C | 通り / 15 m/min | 10,000穴(継続可能) | 4,000穴 |
| M6 × 1 2P | SUJ3 | 止り / 9.4 m/min | 2,100穴 | 1,680穴 |
掲載値はメーカー公開資料に基づく代表例です。実加工では機械、油剤、下穴寸法、タッピング長さ等により結果は変動します。
表面品質とねじ山形成
GRTはコンピュータの塑性変形解析を用いて設計した特殊ねじ山仕様により、 崩れの少ない良好なめねじ山形成を狙っています。公開資料では、M6×1の表面粗さ比較として、 GRTがRa 0.04μm、従来品がRa 0.08μmの例が示されています。
ねじ山の成形安定性や面粗さは、転造タップの寿命だけでなく、めねじ品質の安定化にもつながる重要要素です。
製品仕様
高性能・低炭素型転造タップGRT
ねじの種類はM、精度表記はSTD、精度はRH4〜RH7で構成されています。
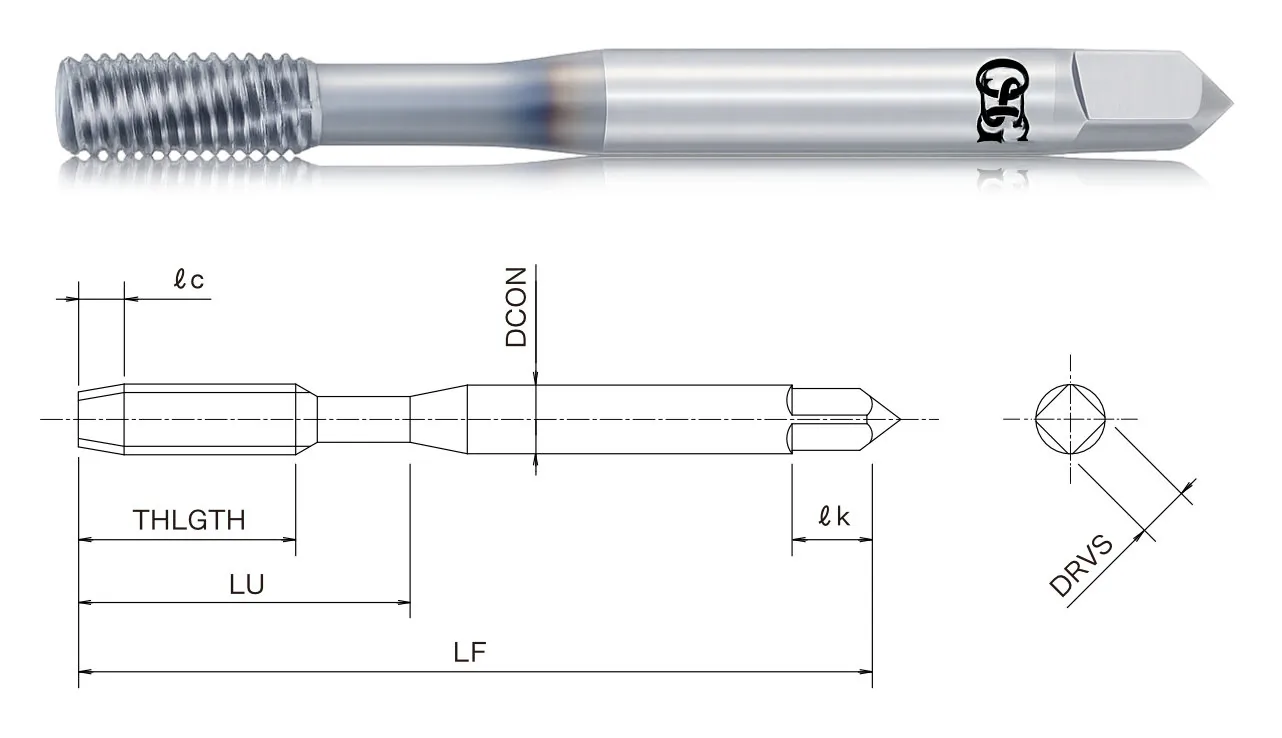
| ツール No. | 呼び | 精度 | 食付 ℓc |
全長 LF |
ねじ部の長さ THLGTH |
首下長さ LU |
シャンク径 DCON |
標準価格 税別 |
|---|---|---|---|---|---|---|---|---|
| 8328300 | M1 × 0.25 | RH4 | 1P | 30 | 5.5 | 7 | 3 | 5,160 円 |
| 8328301 | M1.2 × 0.25 | RH4 | 1P | 32 | 6.5 | 9 | 3 | 4,870 円 |
| 8328302 | M1.4 × 0.3 | RH4 | 1P | 34 | 7 | 10 | 3 | 4,600 円 |
| 8328305 | M2 × 0.4 | RH4 | 2P | 40 | 9 | 14 | 3 | 4,060 円 |
| 8328306 | M2 × 0.4 | RH4 | 1P | 40 | 9 | 14 | 3 | 4,060 円 |
| 8328309 | M3 × 0.5 | RH5 | 2P | 46 | 10.5 | 17 | 4 | 3,630 円 |
| 8328310 | M3 × 0.5 | RH5 | 1P | 46 | 10.5 | 17 | 4 | 3,630 円 |
| 8328311 | M4 × 0.7 | RH6 | 2P | 52 | 12 | 20 | 5 | 3,680 円 |
| 8328312 | M4 × 0.7 | RH6 | 1P | 52 | 12 | 20 | 5 | 3,680 円 |
| 8328313 | M5 × 0.8 | RH6 | 2P | 60 | 13 | 22 | 5.5 | 3,930 円 |
| 8328314 | M5 × 0.8 | RH6 | 1P | 60 | 13 | 22 | 5.5 | 3,930 円 |
| 8328315 | M6 × 1 | RH7 | 2P | 62 | 14 | 24 | 6 | 4,090 円 |
| 8328316 | M6 × 1 | RH7 | 1P | 62 | 14 | 24 | 6 | 4,090 円 |
お気軽に見積もり依頼ください
切削条件基準表
下記はGRTの切削条件基準表です。メーカー資料では、水溶性切削油剤(塩素フリー)使用時の基準として掲載されています。 ステンレス鋼については、不水溶性切削油剤または潤滑性の良い水溶性切削油剤の使用推奨が明記されています。
| 被削材 | 材種記号・条件 | 切削速度 m/min |
適用 |
|---|---|---|---|
| 軟鋼・低炭素鋼・中炭素鋼 | C < 0.45% | 15 〜 40 | ◎ |
| 高炭素鋼 | 0.45% ≦ C | 15 〜 30 | ◎ |
| 合金鋼 | SCM | 15 〜 30 | ◎ |
| 調質鋼 | 25 〜 35HRC | 5 〜 20 | ◎ |
| 鋳鋼 | SC | 15 〜 40 | ○ |
| ステンレス鋼 | SUS304・SUS420 | 5 〜 15 | ◎ |
| 銅 | Cu | 10 〜 30 | ◎ |
| 黄銅・黄銅鋳物 | Bs・BsC | 10 〜 30 | ◎ |
| アルミニウム圧延材 | Al | 20 〜 50 | ◎ |
| アルミニウム合金鋳物 | AC・ADC | 20 〜 40 | ◎ |
| 亜鉛合金鋳物 | ZDC | 10 〜 30 | ◎ |
こんなお客様におすすめです
- ステンレス鋼で転造タップの寿命に悩んでいる
- 量産加工で工具交換頻度を減らしたい
- ねじ面品質や安定しためねじ形成を重視したい
- 工具の長寿命化と環境配慮を両立したい
- M1クラスの小径からM6まで、信頼できる転造タップを探している