



チップ型番
チップ先端角25° 倣い加工用
ZBMT
| 形状 | 型番 | 寸法(mm) | MEGA COAT NANO PLUS |
MEGA COAT NANO |
NEW PVD サーメット |
NEW ノンコート サーメット |
NEW ダイヤモンド |
||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IC | S | D1 | RE | PR1725 | PR1535 | PV720 | PV730 | TN620 | KPD001※1 | ||||
 先端角25° |
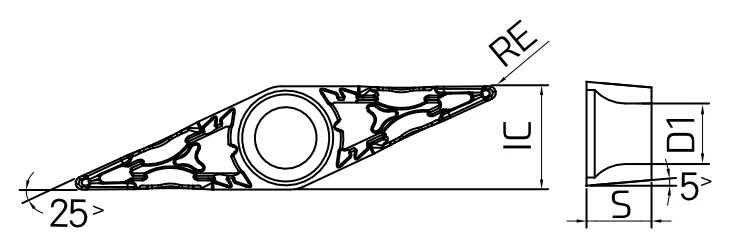 |
ZBMT | 13T302GF | 6.35 | 3.97 | 3.7 | 0.2 | ● | ● | ||||
| 13T304GF | 0.4 | ● | ● | ● | ● | ● | |||||||
| 13T306GF | 0.8 | ● | ● | ● | ● | ● | |||||||
 先端角25° 1コーナー仕様 |
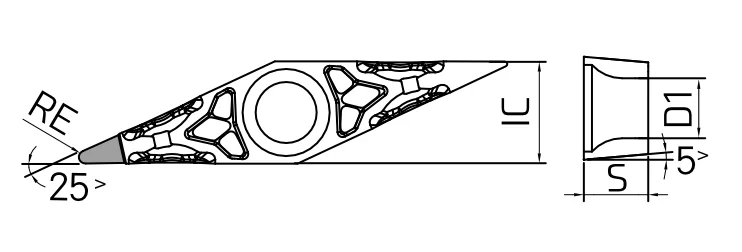 |
13T301NE | 6.35 | 3.97 | 3.7 | 0.1 | ● | ||||||
| 13T302NE | 0.2 | ● | |||||||||||
| 13T304NE | 0.4 | ● | |||||||||||
 先端角15° (右勝手R) |
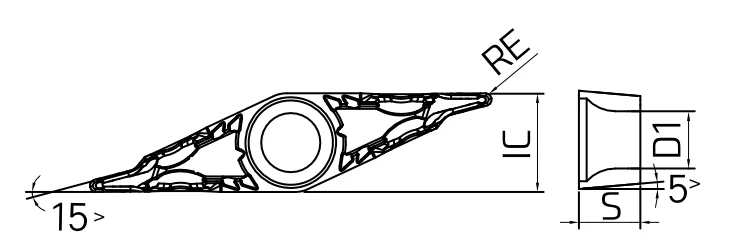 |
13T304R GF-15D |
6.35 | 3.97 | 3.7 | 0.4 | ● | ● | |||||
・チップは3次元形状のため先端角は測定箇所によっては24°になります。
・ダイヤモンドチップ(KPD001)の再研磨はできません。
・ダイヤモンドチップ(KPD001)での食い込み加工や壁当たり時は、送りを通常の50%以下に設定してください。送りを下げない場合は刃先欠損の恐れがあります。